


A welding machine may appear simple: switch it on, strike an arc, melt the metal, and join parts. Knowing how welding machines work enables you to compare suppliers by weld strength, durability, and reliability in your production environment. This guide focuses on giving you the practical insights needed to select suppliers who deliver consistent, robust welds and support your business goals.
Definition
A welding machine is a device that converts electrical energy into heat. This heat melts the base metal and the filler material, allowing them to fuse into a solid joint.
Key components include:
Power Source
Converts AC power from the grid into a stable AC or DC output.
Stable output = stable arc = stable weld quality.
Electrode
Carries electrical current to the weld area.
Depending on the process, the electrode can be consumable (melts) or non-consumable.
Work Clamp / Ground
Completes the electrical circuit between the machine and the workpiece.
Control Settings
Adjusts voltage, current, and welding mode.

Basic Welding Operation Steps
Preparing the Joint
Clean the surface, remove rust or paint, and clamp the workpiece securely. For example, a shop technician hurried through surface preparation, left paint traces, and began welding, only to encounter arc instability. After correcting the mistake and cleaning the surface thoroughly, they achieved a stable arc and prevented further porosity. A stable ground connection also prevents arc instability and porosity.
Striking the Arc
The arc forms between the electrode and the base metal.
Arc temperatures can reach up to 6,000°C.
Melting the Metals
The heat melts the electrode (if consumable) and the base metal, forming a molten pool.
Forming the Weld Bead
As the welder moves forward, the molten pool cools and solidifies into a bead.
Completing the Weld
Continuous, stable movement ensures proper fusion and penetration.
Shielding the Weld Pool
Many welding processes require shielding to prevent oxidation.
For example, in Gas Metal Arc Welding (GMAW), the shielding is provided by an external gas supply.
Working Principles of Different Welding Machines
Different welding machines generate heat, deliver filler material, and protect the molten pool using various methods. To make the best business choice, refer to the comparison below of each process by speed, cost, and suitability for production environments. This section explains how each method impacts manufacturing outcomes so you can align welding options with your component requirements and operational targets.
1. Stick Welding (SMAW / MMA)
How it works:
A flux-coated metal electrode touches the workpiece and creates an arc.
The heat melts both the electrode and the base metal. The flux around the electrode burns and forms a protective shielding layer over the molten metal.
Why it matters:
SMAW is widely used because it can operate without external shielding gas, making it suitable for outdoor or unstable environments. However, its deposition rate is slower—typically 1 to 6 pounds per hour—compared with MIG welding, which ranges from 8 to 12 pounds per hour. Therefore, SMAW may not be the best choice for high production speeds, but it excels in rugged conditions.
Typical use cases:
- Construction sites
- Repair work
- Heavy structural steel
- Oil & gas field installations
Strengths:
- Works on rusty or painted surfaces
- Portable and simple equipment
- Good penetration on thick materials
Limitations:
- Slow speed
- Produces slag that must be removed
- Inconsistent for high-volume manufacturing
If your production involves large steel structures or outdoor welding, SMAW is often the most resilient option.

2. MIG Welding (GMAW)
How it works:
A continuous wire electrode is fed automatically through the torch.
An external shielding gas—usually argon, CO₂, or a mix—protects the weld pool from contamination.
The machine controls wire speed, voltage, and current to maintain a smooth, stable arc.
Why it matters:
MIG welding is preferred in industrial mass production because it offers higher welding speeds, cleaner welds, and easier automation than SMAW and TIG. Its repeatable process makes it well-suited for consistent, high-throughput production environments.
Typical use cases:
- Automotive parts
- Metal furniture
- Sheet metal fabrication
- Production lines requiring repeatability
Strengths:
- High productivity
- Minimal post-weld cleanup
- Easy to learn; stable arc makes training faster.
- Suitable for thin to medium-thickness materials
Limitations:
- Requires shielding gas (not ideal outdoors in windy environments)
- Equipment is more complex than SMAW.
- Less effective on dirty/rusty surfaces
If your factory needs consistent weld appearance, repeatability, and speed, MIG is usually the best fit.

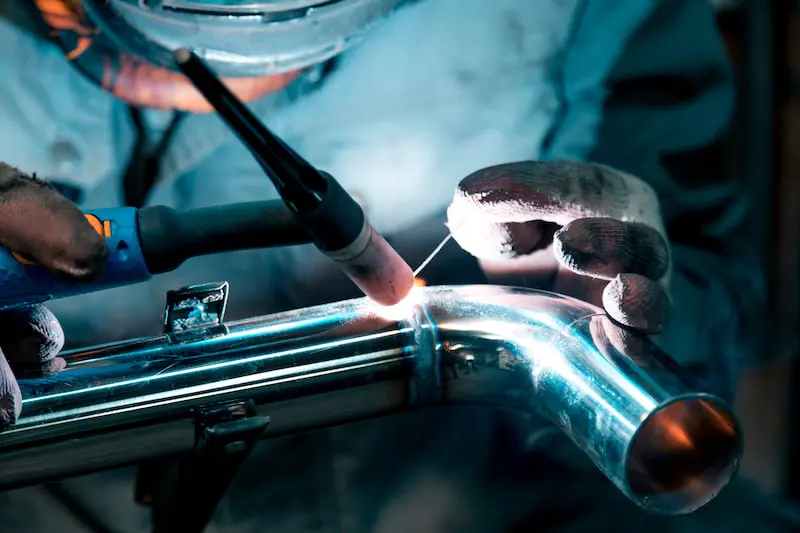
3. TIG Welding (GTAW)
How it works:
A non-consumable tungsten electrode produces a highly focused arc.
The welder adds filler rod manually (or automatically) while the shielding gas protects the weld area.
Because the electrode does not melt, the heat input is extremely controllable.
Why it matters:
TIG is the most precise welding method, chosen for high-value components requiring aesthetics and accuracy. For example, TIG welding typically has porosity rates below 1%, whereas MIG welding typically has rates above 5%. This accuracy is essential for applications that demand flawless quality. When selecting TIG suppliers, verify compliance with quality standards such as ISO 3834 or AWS certifications to maintain consistent weld reliability.
TIG is the most precise welding method. It is commonly chosen for high-value components where aesthetics and accuracy matter.
Typical use cases:
- Stainless steel fabrication
- Aluminum fuel tanks
- Medical equipment
- Aerospace parts
Strengths:
- Extremely clean and precise welds
- No spatter
- Perfect for thin materials or delicate components
Limitations:
- Slowest of all common welding methods
- Requires highly skilled welders
- The equipment cost is higher than that of stick welding.
If your project needs cosmetically clean welds or tight tolerances, TIG is usually the right choice.
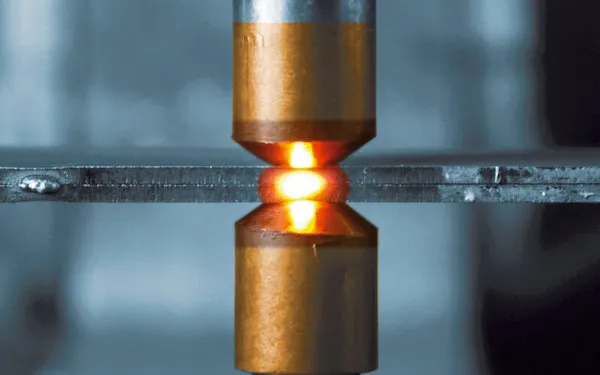
4. Resistance Welding
How it works:
Two copper electrodes clamp sheets together.
High current passing through the joint generates heat due to electrical resistance.
The metal softens and fuses under pressure—often in a fraction of a second.
Why it matters:
This process is extremely efficient for sheet metal, especially in automated systems.
Typical use cases:
- Automotive body assembly
- Appliances
- Battery tabs
- High-volume sheet metal products
Strengths:
- Very fast; ideal for automation
- No filler material
- Consistent quality once parameters are set
Limitations:
- Only suitable for thin materials
- Requires high current
- Electrodes wear out and need maintenance.
Factories needing thousands of identical welds per day typically choose resistance welding.
5. Laser Welding
How it works:
A high-energy laser beam melts the metal with extreme precision and minimal heat spread.
The small focal point allows deep penetration with narrow welds.
Why it matters:
Laser welding produces extremely clean, stable welds with minimal distortion. Compared to MIG welding, laser welds are narrower and have a smaller heat-affected zone, reducing the potential for deformation. While the equipment is costly, its payback period can be evaluated by considering factors such as production volume, part complexity, and potential labor savings from automation and minimal post-weld cleanup. Laser welding is most beneficial for parts with complex designs and high accuracy requirements, where these advantages can offset higher investment costs.
Laser welding produces exceptionally clean, stable welds with minimal distortion, making it ideal for industries demanding high accuracy.
Typical use cases:
- Precision components
- Automotive powertrains
- Electronics
- Lithium battery manufacturing
Strengths:
- Very low heat distortion
- High welding speed
- Easily automated
- Suitable for micro-welding
Limitations:
- High equipment cost
- Strict joint fit-up requirements
- Sensitive to alignment
If your parts require tight tolerances, low deformation, or high-volume automation, laser welding is an excellent match.

6. Cold Welding
How it works:
Cold welding uses extremely short, high-energy pulses to bond metals without producing significant heat.
The metal surfaces deform and fuse at a molecular level.
Why it matters:
This process is ideal for repairing aluminum and thin sheets where heat distortion must be minimized.
Typical use cases:
- Aluminum surface repair
- Thin sheet welding
- Molds and precision tooling repair
Strengths:
- Minimal heat input
- No burn-through on thin materials
- Smooth and clean finish
Limitations:
- Limited to specific applications
- Not suitable for structural joints
- Requires clean metal surfaces
Cold welding works best for restoration, repairs, and light-duty applications, not heavy structural welding.
FAQ
What do 1G, 2G, 3 G, 4G, 5G, and 6G mean in welding?
These refer to welding positions, indicating the direction from which the welder performs the weld:
- 1G – Flat position
- 2G – Horizontal position
- 3G – Vertical position
- 4G – Overhead position
- 5G – Fixed pipe (horizontal axis)
- 6G – Fixed pipe (inclined axis), greatest difficulty
In addition to understanding these welding positions, apply this knowledge by conducting a practical evaluation exercise. Challenge yourself and your team to audit five recent weld failures in positions such as 5G or 6G. Analyze the root causes of these failures, assess the required skill level, and determine whether inspection processes can be improved. This exercise will reinforce your understanding and drive operational improvements.

