
Услуги по изготовлению литых деталей на заказ
Обеспечение жестких допусков, стабильного качества и изготовление деталей, близких к конечной форме, для сложных промышленных применений.
99.6%
Процент прохождения проверки
26
Многолетний опыт
ISO
ISO 9001:2015
100%
Внутренний контроль
Возможности ferr
Литье под давлением
Литье под давлением — это процесс, специально разработанный для массового производства прецизионных металлических деталей, что делает его предпочтительным методом изготовления прочных электрических разъемов, промышленных крепежных элементов и сложных конструкционных корпусов. Благодаря литью под высоким давлением мы обеспечиваем исключительную стабильность размеров и высокое соотношение прочности к весу, что позволяет снизить удельную стоимость и сократить сроки выполнения крупномасштабных проектов для производителей оригинального оборудования. Данный процесс особенно хорошо подходит для деталей, требующих высокой прочности конструкции, гладких поверхностей и возможности непосредственной окраски.
Возможности
Описание
Терпимость
До ±0,01 мм (путем вторичной механической обработки)
Минимальная толщина стенки
Обычно 1,0–4,0 мм в зависимости от геометрии и сплава (при использовании конструктивных опор возможны более тонкие участки)
Диаметр отверстия
Отверстия в литье >3 мм
Угол наклона
Не менее 0,5° (рекомендуется 1°–2°)
Максимальный срок службы матрицы (количество циклов)
Цинк: 1 000 000 / Магний, алюминий: 100 000+
Срок выполнения заказа
20–25 дней (с учетом изготовления пресс-форм)
Минимальный объем заказа
Сто штук
Почему FERR?
Мы используем современную систему литья под высоким давлением с мониторингом впрыска в режиме реального времени, что позволяет обеспечить стабильное регулирование давления и равномерный поток металла в каждом цикле.
Подход к производству
Our high-pressure die-casting process is engineered to deliver strong structural integrity, consistent cycle performance, and cost efficiency in high-volume production.
Advanced DFM and High-Performance Molds
Before tooling starts, our engineers conduct detailed mold flow analysis to optimize the gating system, overflow channels, and cooling design. This helps reduce the risk of air entrapment, shrinkage, and thermal imbalance. We use premium H13 hot-work steel with vacuum heat treatment to help improve mold durability, thermal stability, and dimensional consistency for long-run production.
Real-Time Controlled Die-Casting Process
Our die-casting equipment is equipped with a real-time injection monitoring system that tracks injection speed and intensification pressure during each cycle. Precise control of the multi-stage die-casting process helps improve casting density and surface quality, supporting finishes that are suitable for direct painting in many applications.
Precision Near-Net-Shape Forming and Integrated CNC Machining
Our die-casting capability supports complex near-net-shape geometries, significantly reducing secondary machining requirements. For critical mating surfaces, our in-house CNC machining centers provide final finishing to specified tolerances, with accuracy down to ±0.01 mm on designated features.
X-ray Inspection (RT) and Traceable Quality Assurance
To control internal defects such as porosity, we apply non-destructive testing methods including X-ray inspection (RT). In addition, coordinate measuring machines (CMM) are used for dimensional verification. Each batch is supplied with material certificates and inspection reports to support full traceability.
SВторичные операции и лечение Custom Aluminum Casting Мы предлагаем
Виды процессов литья под давлением на предприятии Ferr
Наш процесс литья под высоким давлением разработан с целью обеспечения высокой прочности конструкции, стабильной производительности цикла и экономической эффективности при крупносерийном производстве.
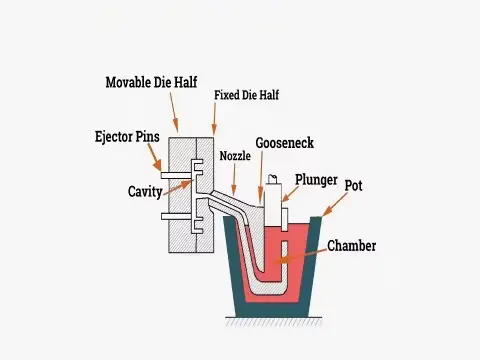
Литье под давлением в горячей камере
В процессе литья под давлением с горячей камерой (с «гусиной шеей») система плавления и впрыска интегрирована в корпус станка. Расплавленный металл поступает непосредственно в камеру впрыска и быстро впрыскивается в форму. Такая конструкция обеспечивает короткие циклы и высокую производительность, что делает её идеальной для сплавов с низкой температурой плавления, таких как цинк и магний.
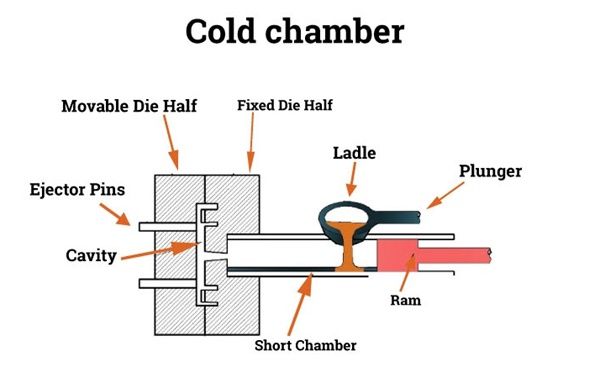
Литье под давлением в холодной камере
При литье под давлением в холодной камере для плавления металла перед впрыскиванием используется отдельная печь. Расплавленный сплав поступает в впрыскивающий цилиндр, откуда поршень под высоким давлением впрыскивает его в форму. Этот процесс идеально подходит для сплавов с высокой температурой плавления, в частности для алюминия. Изоляция системы впрыска от постоянного воздействия высокой температуры способствует повышению долговечности оборудования и стабильности технологического процесса.
Металлические материалы для литья под давлением
Компания FERR предлагает широкий выбор проверенных решений в области материалов для литья под давлением, включая такие сплавы, как алюминий, цинк и магний. В следующих разделах вы сможете узнать больше об основных типах материалов для литья под давлением, с которыми мы работаем, а также об их типичных областях применения. Если у вас есть особые требования к материалам или их маркам, обращайтесь к нашей инженерной команде, и мы подберем для вас оптимальный технологический процесс литья и экономически выгодное решение.
| Оборудование / Серия сплавов | Размер формы / Особенности литья | Процесс | Подходящие материалы | Типичные области применения |
|---|---|---|---|---|
| A360.0 | Высокая термостойкость | Холодная камера | Алюминиевый сплав | Детали двигателя, радиаторы, детали под капотом |
| A380.0 | Сбалансированная мощность и дальность заброса | Холодная камера | Алюминиевый сплав | Промышленные корпуса общего назначения, кронштейны, кожухи |
| A383.0 (ADC12) | Сложная геометрия тонкостенных конструкций | Холодная камера | Алюминиевый сплав | Бытовая электроника, светодиодные корпуса, детали автомобильного салона |
| A413.0 | Герметичность и теплопроводность | Холодная камера | Алюминиевый сплав | Корпуса гидравлических клапанов, корпуса насосов, крышки электроприводов |
| Оборудование / Серия сплавов | Размер формы / Особенности литья | Процесс | Подходящие материалы | Типичные области применения |
|---|---|---|---|---|
| AZ91D | Наивысшая коррозионная стойкость среди магниевых сплавов | Холодная камера | Магниевый сплав | Приборные панели для автомобилей, корпуса аккумуляторов для электровелосипедов |
| AM60B | Высокая пластичность и амортизация ударов | Холодная камера | Магниевый сплав | Рулевые колеса, каркасы сидений, детали, подверженные воздействию при столкновении |
| AM50A | Хорошее соотношение прочности и относительного удлинения | Холодная камера | Магниевый сплав | Корпуса электроинструментов, рамы ноутбуков, конструкции дронов |
| ZK61A | Высокая прочность для аэрокосмической отрасли | Холодная камера | Магниевый сплав | Крепежные элементы для аэрокосмической промышленности, легкие конструкционные детали |
| Оборудование / Серия сплавов | Размер формы / Особенности литья | Процесс | Подходящие материалы | Типичные области применения |
|---|---|---|---|---|
| Zamak 2 (ZA‑2) | Максимальная твердость и стойкость к ползучести | Горячая камера | Цинковый сплав | Высокопрочные защелки, корпуса замков, детали редуктора |
| Zamak 3 (ZA‑3) | Превосходная пластичность и ударная вязкость | Горячая камера | Цинковый сплав | Детали общего назначения, кронштейны, ручки, корпуса |
| Zamak 5 | Более высокая прочность по сравнению с Zamak 3 | Горячая камера | Цинковый сплав | Автомобильная фурнитура, промышленная арматура |
| ZA‑8 / ZA‑12 | Высокая прочность и хорошие несущие характеристики | Горячая камера | Цинковый сплав | Небольшие конструктивные элементы, тонкостенные отливки (толщина ≤ 0,5 мм) |
Наша витрина продукции
Наши детали, изготовленные методом литья под давлением, разработаны с учетом строгих требований, предъявляемых к ним во всем мире. Свяжитесь с нами , чтобы обсудить требования вашего проекта. Свяжитесь с нами, чтобы обсудить ваш проект

Высококачественные корпусные детали из алюминиевого сплава методом литья под действием силы тяжести
Литые алюминиевые компоненты для насосов и клапанов
Алюминиевое гравитационное литьё для автомобильной промышленности
Прецизионный алюминиевый крюк для стиральной машины, изготовленный методом литья под давлением
Услуги точного литья автомобильных компонентов
Индивидуальные литые решения для компонентов бытовых стиральных машин из алюминиевого сплава
CИзготовление алюминиевых отливок под давлением для мотоциклов по индивидуальному заказу
Алюминиевые отливки со сложной геометрией
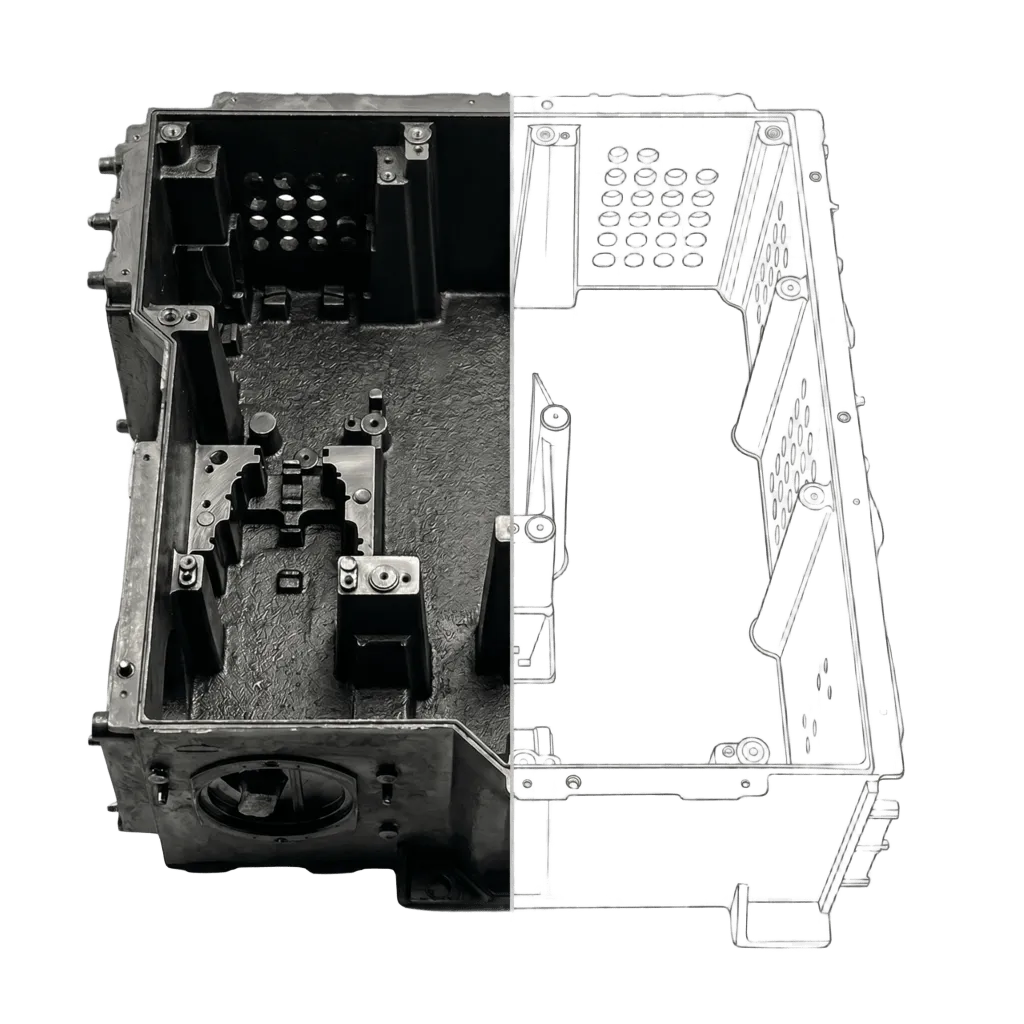
Корпус электронного блока: индивидуальное литьё под давлением из алюминия
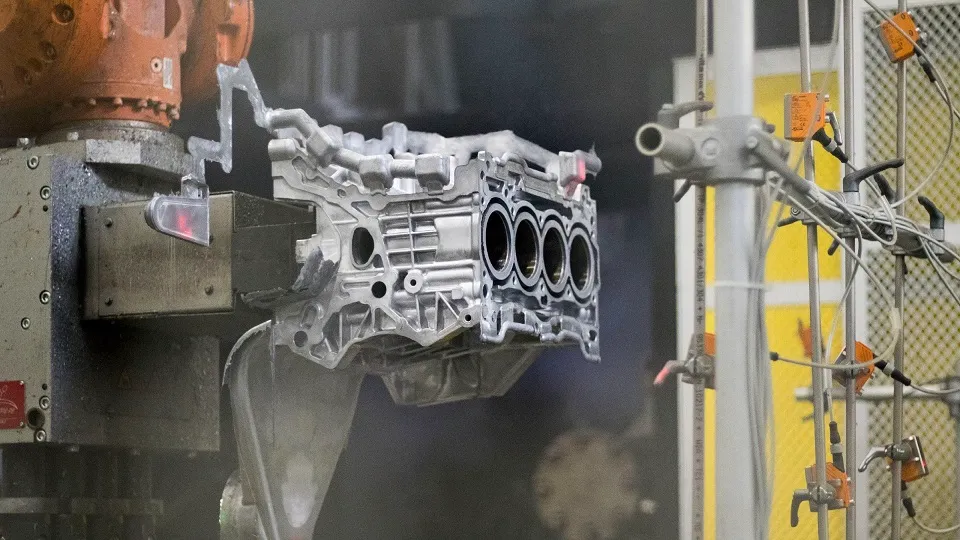
Алюминиевое литьё под давлением корпусных деталей автомобильного двигателя
Литьё корпусов электродвигателей из алюминия
Автокомпоненты: литье из алюминиевого сплава под давлением












Давайте поговорим о вашем следующем проекте!
Независимо от того, есть ли у вас готовые чертежи или только идея, мы готовы вас выслушать.
У меня нет полных чертежей, могу ли я отправить запрос?
Да, мы можем помочь вам провести анализ на основе вашего описания, образцов и фотографий.
Не знаю, сможете ли вы выполнить мою работу?
Большинство наших клиентов обращаются к нам, потому что «другие говорят, что не смогут этого сделать».
Вы — производитель или торговая компания?
Мы являемся производственным предприятием и располагаем командой по управлению проектами, которая способна одновременно решать вопросы, связанные с технологиями, затратами и сроками поставки.
Начать новую котировку
 Загрузите свои файлыПолучить расценки прямо сейчас
Загрузите свои файлыПолучить расценки прямо сейчасSTEP STP SLDPRT IPT PRT SAT IGES IGS CATPART X_T OBJ STL files
Что такое литье под давлением?
Литье под давлением — это высокоэффективный производственный процесс, при котором расплавленный металл (как правило, сплавы алюминия, цинка или магния) под высоким давлением впрыскивается в стальную форму с высокой степенью точности. Этот метод широко используется для производства прочных металлических деталей сложной формы с превосходной стабильностью размеров и качеством поверхности.
Оптимизированное для крупносерийного производства литье под давлением позволяет изготавливать детали, близкие к конечной форме, с тонкими стенками и мелкой детализацией, при этом значительно сокращая объем вторичной механической обработки по сравнению со многими другими процессами формовки металла.
Часто задаваемые вопросы о литье под давлением
В литье под давлением не существует универсальной цены. Общая стоимость вашего проекта зависит от четырёх ключевых факторов:
Оснастка (форма) — первоначальные инвестиции, определяющие геометрию вашей детали
Объём материала — тип сплава, вес отливки и процент брака
Сложность детали — подрезы, резьба, вставки и допуски на размеры
Объём производства — увеличение объёма производства значительно снижает себестоимость единицы продукции
Объем производства – затраты на инструмент и настройку амортизируются за счет каждой отлитой детали. Увеличение объема с 1 000 до 100 000 единиц может снизить цену за единицу на 50–80%.
Сложность – такие особенности, как тонкие стенки (≤1 мм), жесткие допуски (±0,01 мм) или внутренние полости, увеличивают затраты на проектирование, изготовление пресс-формы и время цикла.
Почему стоит выбрать литье под давлением для высокоскоростного производства – эта технология идеально подходит для масштабирования от пробных партий (сотни единиц) до массового производства (миллионы единиц) с продолжительностью цикла всего в несколько секунд. Превосходная обработка поверхности – детали получаются гладкими и однородными, часто готовыми к гальваническому покрытию, окраске или непосредственной сборке для розничной продажи.
Жесткие допуски – FERR обеспечивает точность размеров до ±0,01 мм, что исключает необходимость вторичной механической обработки большинства элементов.
Сложные геометрические формы – объединение нескольких компонентов в одну литую деталь – снижение затрат на сборку и повышение надежности. Ваш проект?
Пористость — главный враг герметичных и высокопрочных деталей, изготовленных методом литья под давлением. В компании FERR мы боремся с ней с помощью проверенной четырехступенчатой системы защиты:
Литье под давлением с вакуумной поддержкой — перед закачкой мы удаляем воздух из впускного патрубка и полости формы, что значительно снижает вероятность попадания газа в деталь.
Оптимизированная конструкция литниковых каналов и переливных каналов — наши симуляции потока (Magma/Flow-3D) обеспечивают ламинарное заполнение и отвод воздуха из критических зон.
Точный контроль процесса — мониторинг в реальном времени скорости плунжера, давления уплотнения и температуры металла для предотвращения турбулентности.
Проверка качества после литья — рентгеновский и компьютерно-томографический контроль выборочных партий для проверки внутренней целостности, а также дополнительная герметизация пропиткой для герметичных применений.
При проектировании деталей для литья под давлением необходимо учитывать ряд ключевых факторов, чтобы обеспечить оптимальные эксплуатационные характеристики, технологичность и экономическую эффективность. В компании FERR наша команда инженеров сотрудничает с вами начиная с этапа проектирования, чтобы избежать типичных ошибок и оптимизировать процесс производства.
Толщина стенок – Следует поддерживать равномерную толщину стенок для обеспечения равномерного охлаждения и затвердевания, что снижает риск появления коробления, впадин или внутренних напряжений. Более тонкие стенки предпочтительны для сокращения времени цикла и экономии материала, но их реализуемость зависит от сплава и геометрии детали. FERR может изготавливать стенки толщиной до 0,5 мм из цинка и до 1 мм из алюминия/магния.
Углы наклона – предусмотрите углы наклона, чтобы обеспечить легкое извлечение отливки из формы без повреждения поверхности или самой формы. Для наружных стенок рекомендуется минимальный угол наклона от 1° до 2°, а для внутренних полостей — до 3°, в зависимости от глубины и требований к качеству поверхности.
Скругления и радиусы — Используйте скругления и радиусы на всех внутренних и наружных углах, чтобы устранить острые кромки, которые могут вызывать концентрацию напряжений и зарождение трещин. Правильные радиусы также улучшают поток расплавленного металла, уменьшают турбулентность и продлевают срок службы формы.
Система литников – Разработайте эффективную систему литников для направления расплавленного металла в полость с минимальной турбулентностью и захватом воздуха. FERR использует передовые методы моделирования потока (Magma/Flow‑3D) для оптимизации расположения литников, конструкции литниковых каналов и размещения переливных отверстий для каждой детали.
Да. Дополнительная механическая обработка деталей, изготовленных методом литья под давлением, не только возможна, но и зачастую необходима для обеспечения более жестких допусков, получения более гладких поверхностей или создания элементов, которые невозможно получить непосредственно при литье. В компании FERR мы предлагаем собственные услуги по обработке на станках с ЧПУ, сверлению, нарезанию резьбы, фрезерованию и токарной обработке в качестве вторичных операций.
Почему стоит проводить дополнительную механическую обработку в компании FERR?
Достижение допусков, превышающих ±0,01 мм, для критически важных сопрягаемых поверхностей
Добавьте мелкие детали, такие как небольшие отверстия, резьбу или подрезы
Исправьте незначительные косметические дефекты или локальную пористость
Подготовьте поверхности к гальваническому покрытию, окраске или сборке
Сочетая литье под давлением с прецизионной последующей механической обработкой, FERR предлагает лучшее из обоих миров: высокую скорость и форму, близкую к конечной, литья, а также точность обработки с ЧПУ для самых требовательных размеров.
Процесс обслуживания
1
Предоставить 3D-чертежи
Пришлите нам свою первоначальную концепцию или идею, и наша команда специалистов подготовит точные 3D-чертежи, чтобы воплотить вашу задумку в жизнь.
2
Оценить предложение
Как только мы получим ваши чертежи, мы проанализируем технические характеристики и предоставим вам выгодное
3
Производство
После утверждения мы приступаем к производству, используя передовые технологии и высококачественные материалы
4
Доставка заказа
Как только ваш товар будет готов, мы организуем его своевременную доставку в соответствии с вашим графиком
Давайте начнём
- Срок изготовления простых деталей размером от 10 мм × 10 мм до 200 мм × 200 мм составляет 3 дня. Загрузите файл с чертежом детали, чтобы узнать, подходит ли она для изготовления.
Готовы начать свой проект по индивидуальному производству?
Загрузите свои технические чертежи (STEP, IGES, PDF) для предварительной инженерной экспертизы. В течение 24 часов мы предоставим вам практические рекомендации по оптимизации производства (DFM) и прозрачную структуру затрат.
Запросить расценки на производство
- Все производственные файлы надежно защищены и являются конфиденциальными.